Исследование напряженно-деформированного состояния металла и полей температур в процессе выштамповки главных патрубков реактора ВВЭР-1200
 |
Область компетенции:
|
| Ключевые слова | реактор ВВЭР-1200, патрубок, обечайка, выштамповка, КЭ моделирование |
| Программное обеспечение | DEFORM, SolidWorks |
| Период проведения | 2010 г. |
В данной работе сотрудниками CompMechLab® выполнено конечно-элементное (КЭ) моделирование процесса выштамповки главных патрубков реактора ВВЭР-1200 с проведением расчета деформаций, напряжений и температурных полей в процессе выштамповки на модели обечайки зоны патрубков.
Выполнена валидация результатов КЭ моделирования путем сравнения экспериментальных и полученных КЭ моделированием геометрических размеров обечайки и патрубков после выштамповки.
Технологический процесс выштамповки главных патрубков регламентирован по операционным картам контроля и фиксации процесса выштамповки и чертежам. Для конечно-элементного (КЭ) моделирования технологический процесс выштамповки патрубков разделен на пять этапов по типу решаемых задач (нестационарная теплопроводность и связанная динамическая задача термоупругости).
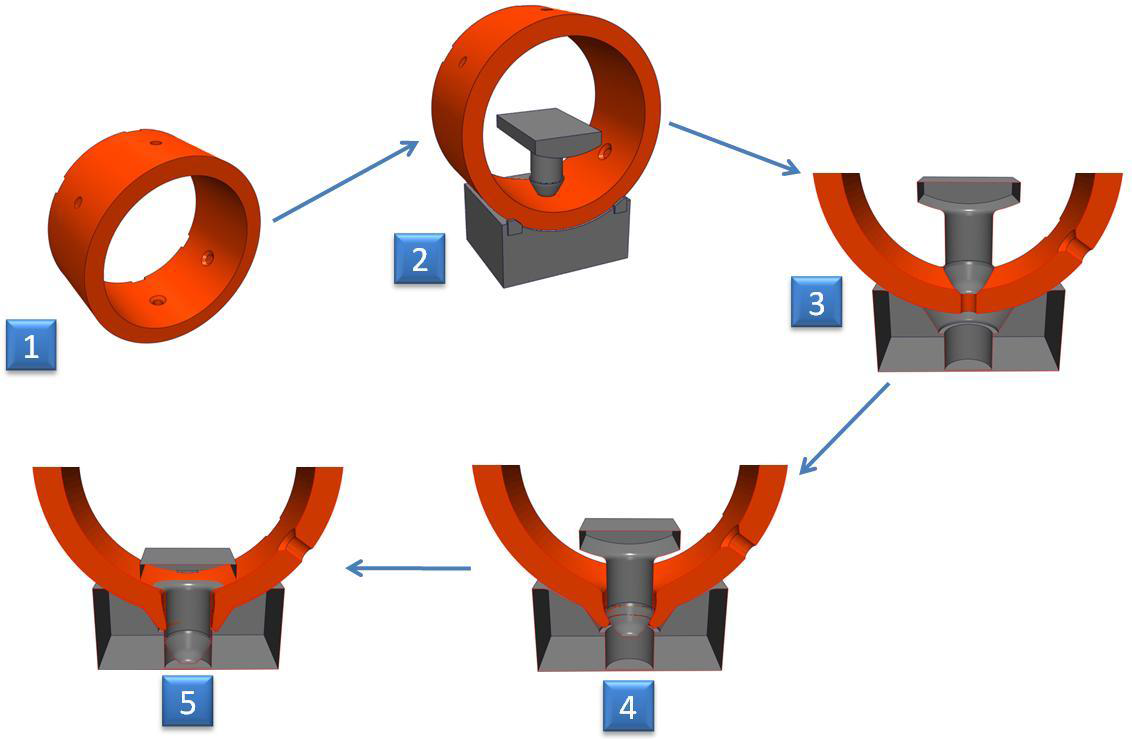
Этапы процесса выштамповки патрубка
КЭ моделирование технологического процесса выштамповки главных патрубков выполнено поэтапно для 5-ти интервалов операций.
Этап 1. Разогрев обечайки в печи до температуры 10700 С. После этапа разогрева следует транспортировка обечайки к прессу продолжительностью 30 минут.
Этап 2. Установка обечайки на прессе.
Этап 3. Первая фаза выштамповки продолжительностью 2 секунды.
Этап 4. Замена штамповой оснастки (установка проставки) продолжительностью 17 минут.
Этап 5. Вторая фаза выштамповки продолжительностью 2 секунды.
В ходе выполнения работы были разработаны полномасштабные пространственные геометрические и конечно-элементные модели заготовки обечайки зоны патрубков под выштамповку, а также модели штамповой оснастки (матрицы и пуансона). Проведен расчет деформаций, напряжений и температурных полей в процессе выштамповки обечайки. Для выполнения расчета использована упруго-пластическая модель поведения материала, учитывающая скорости деформаций и температуры.
|
|
|
|
|
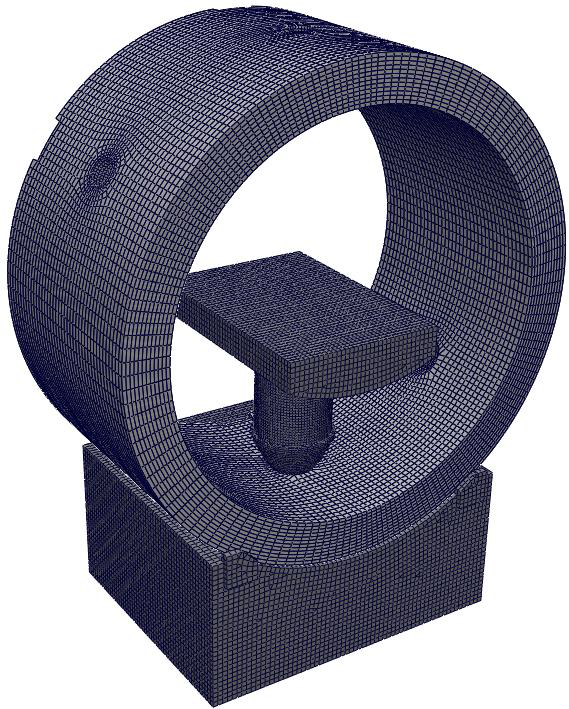
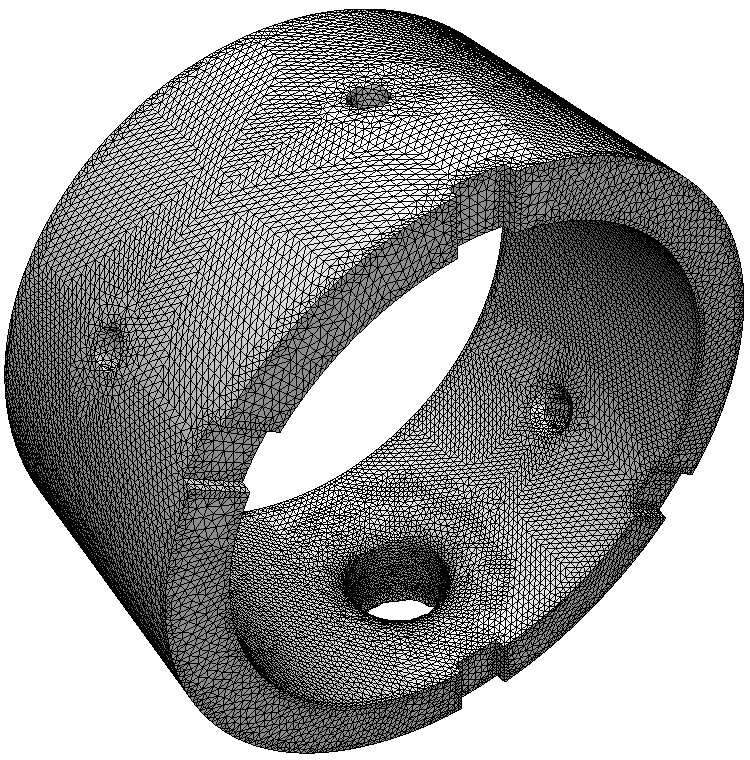
КЭ модель заготовки обечайки зоны патрубков под выштамповку и оснастки. |
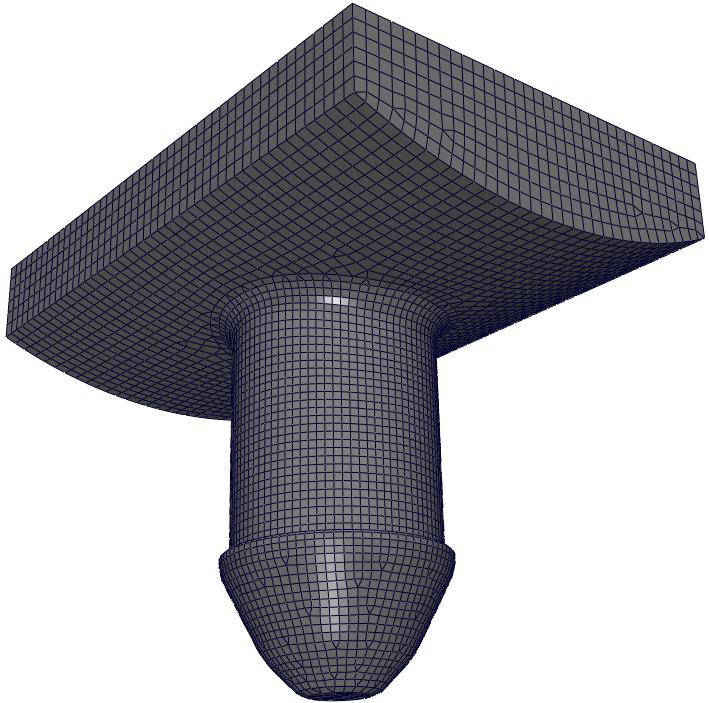
КЭ модель штамповой оснастки (пуансона). |
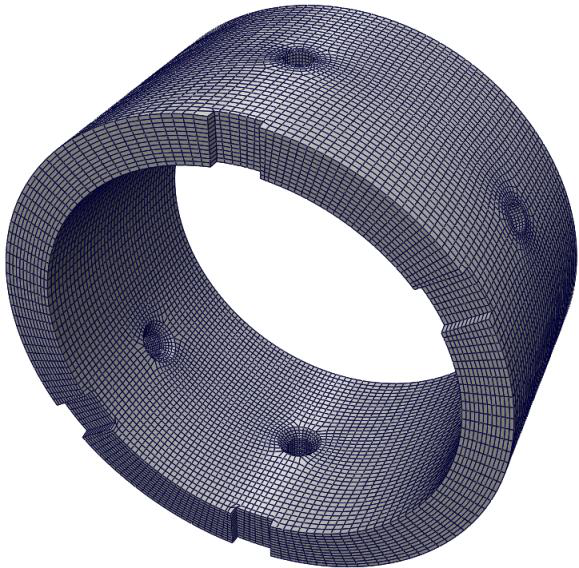
КЭ модель штамповой оснастки (матрицы). |

|
|
|
|
КЭ модель заготовки обечайки зоны патрубков под выштамповку |
|
|
Начальная сетка КЭ
|
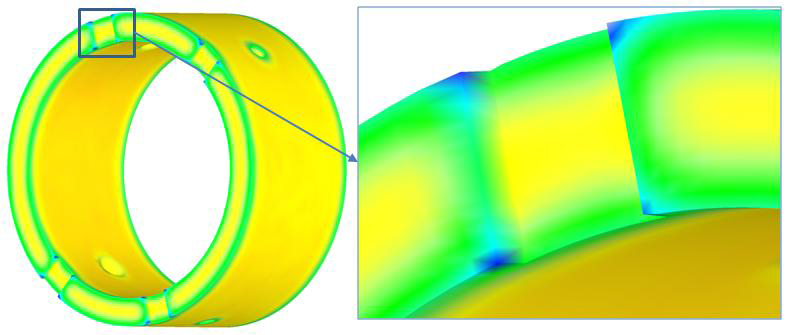
Адаптивно перестроенная сетка КЭ на этапе решения
|
|
|
|
|
Распределение температуры в обечайке (сечение) после процесса транспортировки |
|

 |
 |
 |
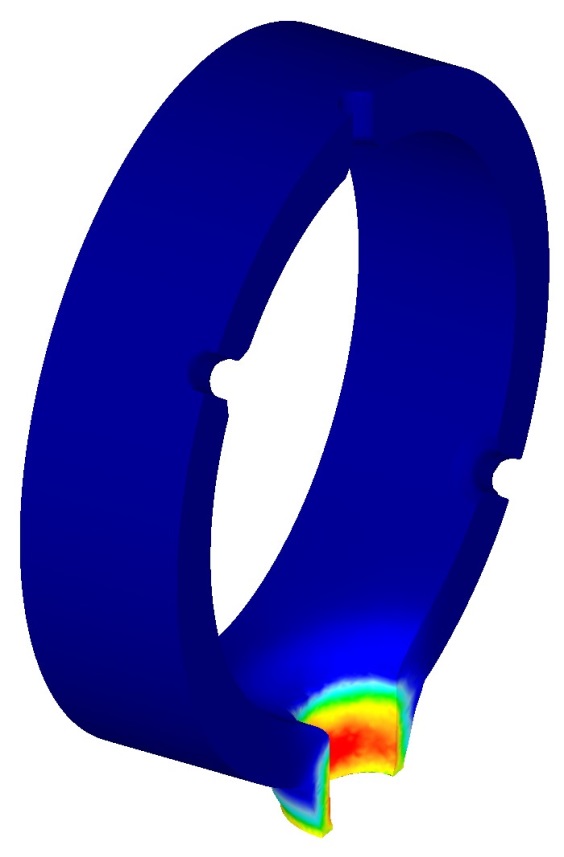 |
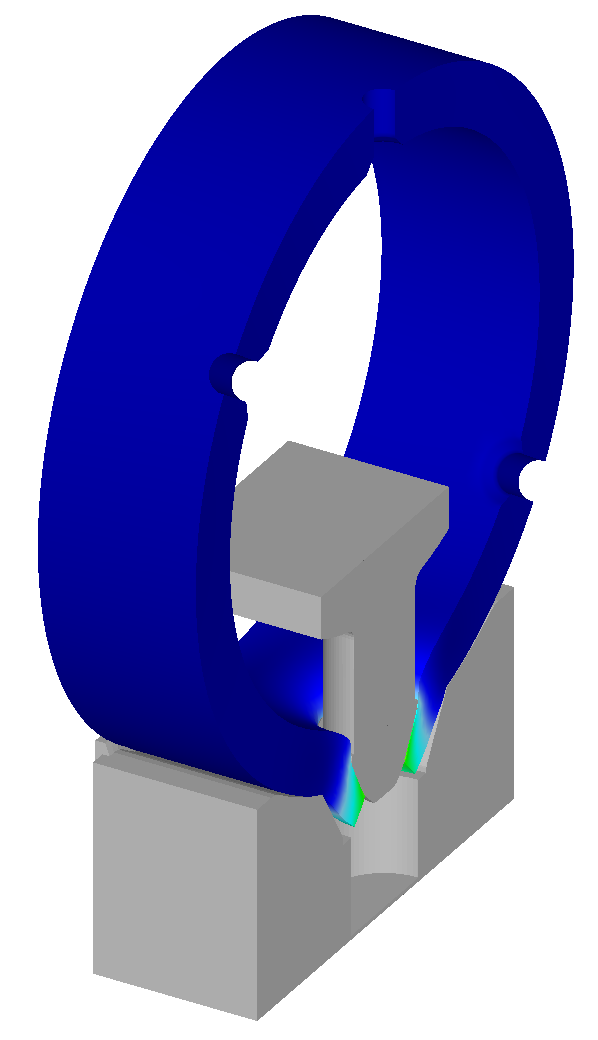
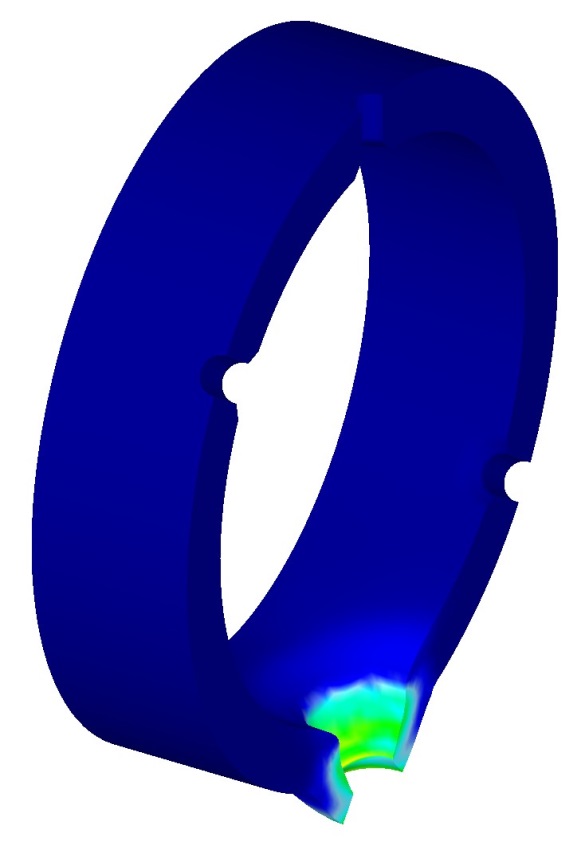
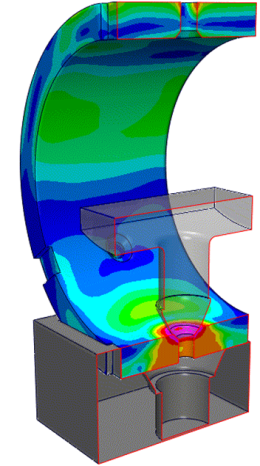
| Распределение модуля вектора перемещений при выштамповке патрубка (сечение) |
Распределение интенсивности пластических деформаций при выштамповке патрубка (сечение) |
||
| Окончание первой фазы | Окончание второй фазы | Окончание первой фазы | Окончание второй фазы |
Результаты расчета представлены в виде временных графиков температур в различных точках заготовки, а также в виде полей температур в различные моменты времени. Результаты исследования напряженно-деформированного состояния заготовки обечайки зоны патрубков представлены в виде полей распределения модуля вектора перемещений, интенсивности деформаций и интенсивности приведенных напряжений по Мизесу в различные моменты времени. Установлены максимальные значения исследуемых величин.
|
|
|
|
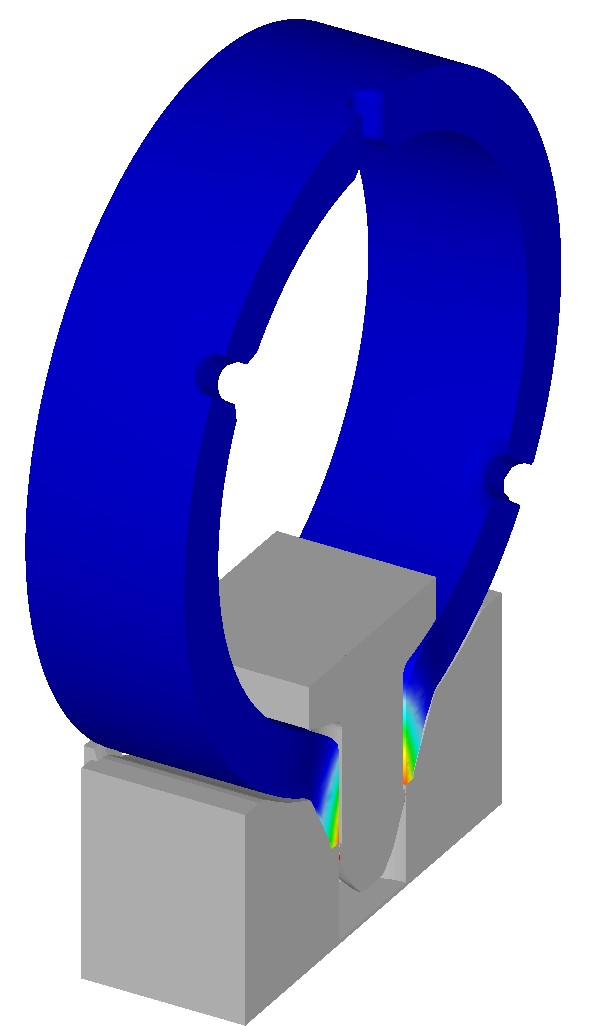
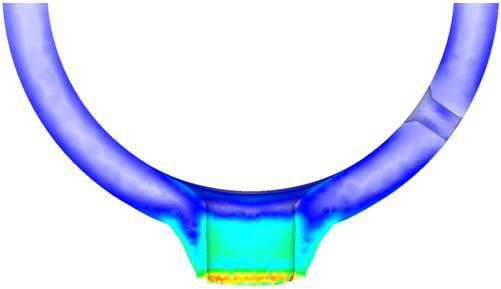
Распределение интенсивности приведенных напряжений по Мизесу при выштамповке патрубка |
|
|
Окончание первой фазы |
Окончание второй фазы |

|
|
|
|
|
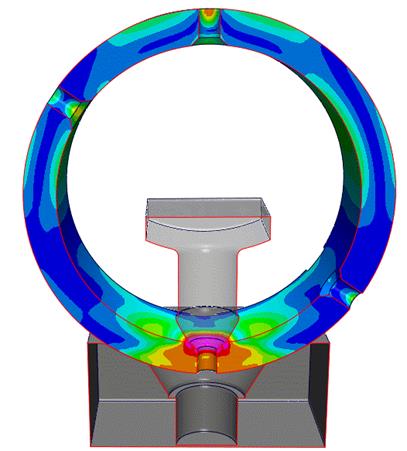
Распределение интенсивности приведенных напряжений по Мизесу. Окончание выштамповки |
||

В работе проведен сравнительный анализ геометрических параметров патрубка, полученных в результате КЭ моделирования выштамповки, с результатами геометрических замеров, предоставленных заказчиком. Замеры выполнены 16.10.2009 (поковка №902429, плавка №195474-1). Результаты сравнительного анализа позволяют сделать вывод о высокой степени адекватности выбранной конечно-элементной модели, методов расчета, моделей материалов и алгоритмов применяемых для адаптивного перестроения сетки КЭ.
Результаты данной работы (напряженно-деформированное состояние и распределение температуры) могут быть использованы для разработки условий выштамповки на плоской заготовке с целью обеспечения идентичности деформаций, напряжений и температурных полей при выштамповке патрубков на обечайке.